Wat is POLCA?
POLCA staat voor Paired-cell with Overlapping Loops of circulating Cards with Authorization. Polca is een materiaalbeheersingssysteem dat de toestemming tot het starten van nieuwe productie orders in cellen regelt zodat er niet op een bepaalde plek teveel werk tegelijk aanwezig is terwijl ergens anders te weinig werk onderhanden is. Kortom Polca zorgt ervoor dat de doorlooptijd laag blijft terwijl de efficiency er niet onder lijdt.
Quick Response Manufacturing voor maatwerkproducten
Voor de inrichting van je organisatie maakt het uit of je standaardproducten fabriceert (massaproductie) of maatwerk producten maakt voor veel verschillende klanten. Lean werkt goed voor beide type organisaties. Echter, is er onder aanvoering van Rajan Suri een specifieke methodiek ontwikkeld voor organisaties die maatwerk producten fabriceren. Deze methodiek heet Quick Response Manufacturing (QRM).
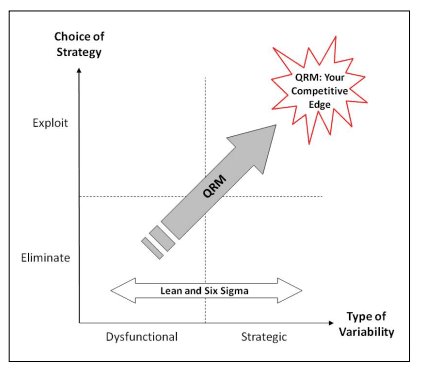
Dergelijke organisaties hebben de uitdaging dat ze goed moeten plannen en efficiënt om moeten gaan met hun beschikbare productietijd. Je kunt je voorstellen dat als je voor veel verschillende klanten maatwerk producten maakt dat je telkens moet omschakelen. Veel variatie dus. Met Lean zou je dergelijke variatie het liefst beperken. Met QRM omarm je deze variatie juist en zorg je ervoor dat je flexibel om kunt gaan met wisselende klantvraag met specifieke eisen.
Waarom gebruik je POLCA?
Om de productieafdeling goed in deze variatie te ondersteunen wordt POLCA gebruikt. Het is vergelijkbaar met een Kanban systeem. Echter voegt Polca er een dimensie aan toe. Zo is Kanban een pullsysteem gebaseerd op het vervangen van onderdelen of producten als ze zijn opgebruikt. Als je echter zeer veel verschillende maatwerk producten maakt, moet je enorme tussenvoorraden aanhouden. Dat is niet werkbaar en POLCA lost dit op.
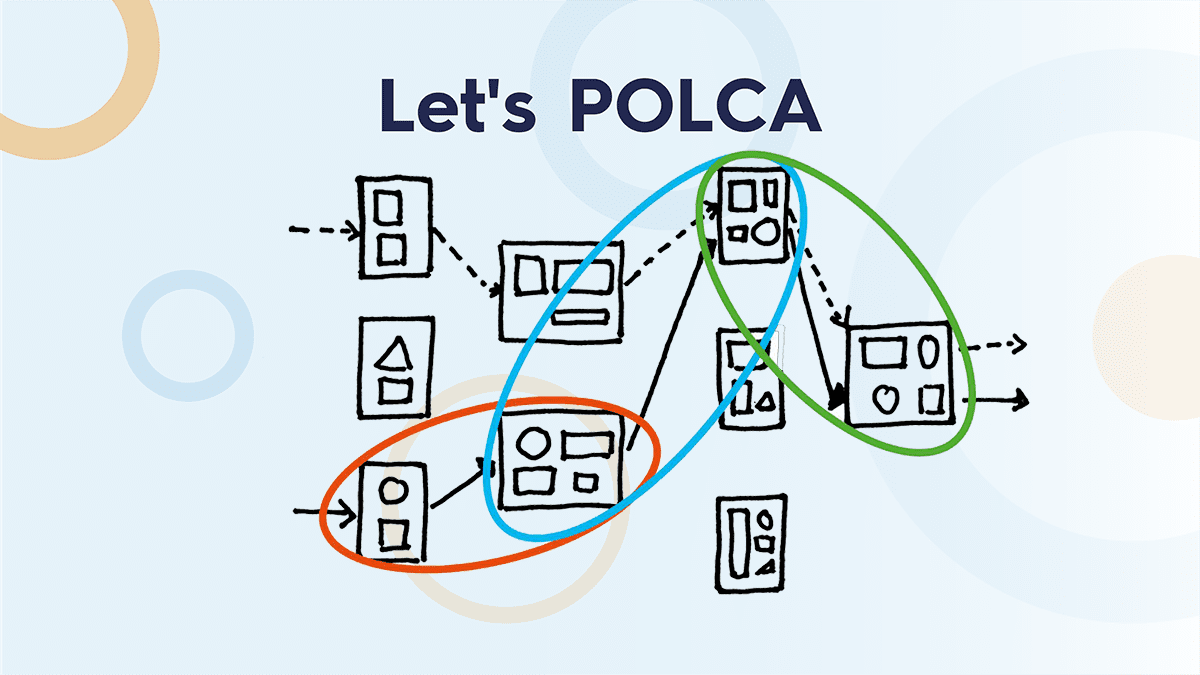
POLCA werkt, net als Kanban, met een (digitaal) kaartsysteem. De kaart geeft een opdracht aan een toeleverende afdeling om een specifiek onderdeel te maken dat nodig is voor een product. Die afdeling plant het werk in en gaat ermee aan de slag. Bij het afleveren van de kaart met het bijbehorende onderdeel kan vervolgens de volgende afdeling weer aan de slag. De afdeling geeft daarmee bovendien aan dat er weer capaciteit vrij is voor meer werkzaamheden. Een nieuwe kaart wordt vervolgens aan hen verstrekt.
Deze loop herhaalt zich eindeloos tussen de werkstations, waarbij uiteraard een strakke planning essentieel is. Maar de voordelen zijn geweldig. Goed uitgevoerd, zijn alle werkstations op hoge capaciteit aan het werk en produceren alleen producten die nodig zijn om aan de diverse klantvraag te voldoen. Zodoende kunnen maatwerk producten binnen korte tijd geleverd worden en de kosten van tussenvoorraden worden beheerst. Dit is een noodzakelijke skill om de voorkeur van klanten te krijgen en te behouden. Een bijvangst daarbij is dat fouten snel geconstateerd worden en opgelost kunnen worden.
Verschil met Kanban
Zowel Kanban als POLCA zijn communicatiemiddelen tussen afdelingen. Het unieke verschil is dat POLCA een tweeweg communicatiemiddel is. Waar Kanban slechts aangeeft, dit is op, maak of bestel mij bij. Zegt POLCA, dit heb ik voor je gemaakt, wat kan ik nu voor je maken? Vooral als je maatwerkproducten maakt, dus een zeer effectief middel!