Wat is Overall Equipment Effectiveness?
OEE is de afkorting van Overall Equipment Effectiveness. Het is een tool die afkomstig is van Toyota en die wordt toegepast binnen Total Productive Maintenance (TPM). Dit is een methodiek voor het verbeteren van productiviteit, onderhoud en kwaliteitssystemen van onder andere machines, mens en materiaal. OEE is een tool die hiervoor wordt gebruikt om de productiviteit of effectiviteit te kwantificeren. Deze tool geeft aan wat de verhouding is tussen het aantal goed geproduceerde producten en het maximale aantal wat de machine aankan in een bepaalde periode. Deze verhouding wordt weergegeven in een percentage en laat zien hoe effectief er geproduceerd is.
Waarom wordt OEE gebruikt?
Het doel van Overall Equipment Effectiveness is om de productiviteit of effectiviteit van machines, mens en materiaal te verhogen, door prestaties inzichtelijk te maken. Door de berekening van een OEE krijg je meer inzicht in verbetermogelijkheden. OEE geeft niet direct aan wat de oplossing is voor een probleem. Om tot de oplossing voor het probleem te komen moet verder onderzoek gedaan worden.
Verbeteren van de Overall Equipment Effectiveness heeft allerlei voordelen voor een organisatie zoals:
- Geeft inzicht in waar problemen zich voordoen;
- Effectievere benutting van capaciteit, door beschikbare tijd beter te benutten;
- Verbetering van kwaliteit, door minder fouten te maken;
- Reduceren van onderhoudskosten;
Vaak wordt de OEE gebruikt als Kritieke Prestatie Indicator (KPI) voor productie. Management kan hierdoor eenvoudig zien wat de prestaties zijn geweest. In het algemeen, hoe hoger de OEE, hoe effectiever er geproduceerd is.
Veelal wordt OEE, als vorm van Visual Management, op de werkvloer weergegeven, om medewerkers bewust te maken van hun prestaties. In de praktijk merk je dat dit medewerkers motiveert. Soms wordt het gebruikt als uitdaging. Zo probeert men iedere dag of shift een zo hoog mogelijke ‘score’ te behalen.
Hoe bereken je de OEE?
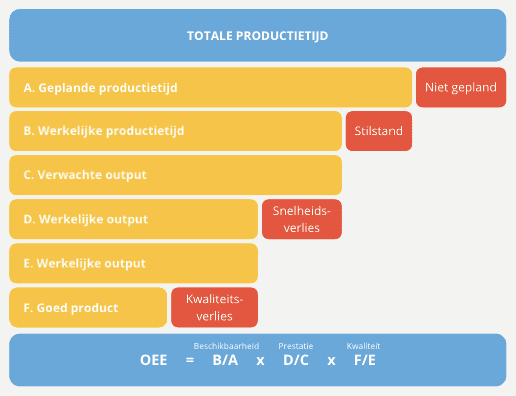
De Overall Equipment Effectiveness is opgebouwd uit drie factoren: beschikbaarheid, prestatie en kwaliteit. Door deze factoren te berekenen en het product te nemen krijg je een percentage. Dit percentage geeft aan wat de OEE is en hoe effectief er geproduceerd is.
- Beschikbaarheid geeft de daadwerkelijke productietijd aan ten opzichte van de geplande productietijd. De daadwerkelijke tijd deel je dan door de geplande tijd om de beschikbaarheid te bepalen.
- Prestatie wordt bepaald aan de hand van de hoeveelheden die zijn geproduceerd, in vergelijking met het maximaal haalbare. Dit gaat over de maximale snelheid waarop de machine kan produceren, en de snelheid waarop de machine daadwerkelijk heeft geproduceerd. De daadwerkelijke geproduceerde hoeveelheid deel je door de maximaal haalbare hoeveelheid om de prestatie te bepalen.
- Kwaliteit geeft aan hoeveel geproduceerde producten zijn goedgekeurd in verhouding met het totaal geproduceerde aantal. Door het aantal goede producten te delen door het totaal geproduceerde aantal krijg je de kwaliteit.
In de onderstaande afbeelding zie je de berekening. Het streven is om deze score zoveel mogelijk richting de 100% te krijgen. Echter zal 100% nooit haalbaar zijn, omdat er altijd verliezen zijn in tijd, prestaties en kwaliteit. Een score van 85% wordt al beschouwd als topniveau. Veel bedrijven zullen hieronder presteren en voor hun is een score van 60% – 70% meer realiteit.
Valkuilen van een OEE
De Overall Equipment Effectiveness heeft veel voordelen, maar er zijn aspecten waar goed op gelet moet worden. Hieronder staan een aantal valkuilen:
- Een score die niet up-to-date is, werkt negatief. Zorg ervoor dat de OEE zichtbaar is op de werkvloer en up-to-date is, en het liefst real time weergeeft hoe het gaat. Dit kan via bepaalde software, maar ook middels een printje op een whiteboard.
- Het verhogen van alleen de OEE is geen goed concreet doel. Het is een middel om gericht concrete problemen, zoals storingen, aan te pakken om uptime te verhogen.
- Een hogere score is niet altijd goed. Als bijvoorbeeld de kwaliteit afneemt maar de productietijd neemt in verhouding meer toe, dan heb je nog steeds kwalitatief gezien een probleem. Een ander voorbeeld is dat de klantvraag kan afnemen en dan heeft een hogere OEE ook negatieve effecten. Want wat doe je vervolgens met de geproduceerde producten?
Meer leren?
Wil je tijdens een training zelf aan de slag gaan met het maken van een OEE en leren aan de hand van praktijksimulaties hoe je deze kan gebruiken? En ben je benieuwd naar wat Lean of Lean Six Sigma voor jouw organisatie kan betekenen? Volg dan één van deze trainingen: